

聯係(xì)人:張經理
手 機:15371778887
電 話:0513-85912666
傳 真:0513-85911999
郵 箱:info@zysteelcable.com
地 址:阜寧縣東(dōng)溝鎮鎮南路999號(H)
網 址:www.jncy.com.cn

鋼絞線在(zài)實踐出(chū)產的過(guò)程(chéng)旁邊,上麵都會呈現一些不同的裂(liè)紋,這大大降低了深圳鋼絲繩索具產品的合格率,依據目前所了解的(de)情況來看,鋼絞線呈現裂紋算得上是遍及的一(yī)種心態,那麽究竟是什麽原因會產生這種裂(liè)紋? 鋼絞線這樣的一種產品裂紋雖然比較遍及(jí),但(dàn)相同也有它的特殊性(xìng),其特色(sè)就在(zài)於焊接之後不會立即呈現這種鋼絞線的裂(liè)紋,鋼絲繩索具(jù)怎麽(me)樣(yàng)要通過一段時間可能才會構成這些裂紋,而令人頭疼的地方就是無法及時發現這些問題(tí),所以說周圍的溫度環境或者是濕度相同也會影響到裂紋(wén)。由此(cǐ)能夠(gòu)斷定,鋼絞線在(zài)實踐出產的過程傍邊(biān)之所以會(huì)呈現(xiàn)裂紋(wén),多(duō)多少少都會遭(zāo)到一些方鋼的淬硬(yìng)傾向或者(zhě)是焊接(jiē)的接頭應力的影響,如(rú)果要防備鋼絞線的裂(liè)紋,一定要(yào)從這些方麵下手。

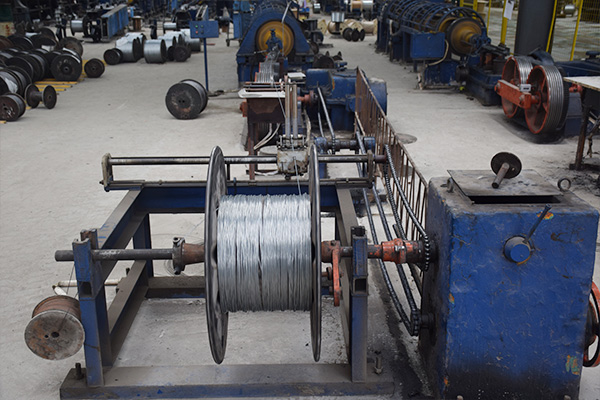
鋼絞線(xiàn)的製造過程分為單絲製造和絞線製造,製作單絲時采用(冷)拉絲技術,根據產品的不同材料可以是高(gāo)碳鋼盤條、不鏽鋼盤條或中低碳鋼盤條,鋼絲繩(shéng)索具怎麽樣如果需要鍍(dù)鋅,應在單絲上進行電鍍或熱鍍處理。絞線製造過程中采用絞線機將多根鋼絲絞合成產品,預(yù)應力鋼(gāng)絞線還(hái)需要在成形後連續進行穩定化處理,深圳鋼(gāng)絲繩索具產品一般收在工字(zì)輪(reel)上或按無軸卷(reel-less)完工。

如何(hé)選用起重機用的鋼絲繩呢?在鋼絲繩解卷(juàn)的時(shí)候,我們一定要注意,避免使(shǐ)得新繩打結或者產生扭轉,在切割鋼絲(sī)繩時,一定要紮緊繩斷,避免生產鋼絲繩索具繩股散開。在起重機鋼絲繩的使用過程中,注意千萬(wàn)不要(yào)急停急(jí)起,受(shòu)到突然(rán)的衝擊拉力;要經常檢查鋼絲繩端部繩卡連接部位,鋼絲繩繩卡連接強(qiáng)度必須要超過鋼絲繩破斷拉力的90%以上;我們常規的思路是一(yī)般情況(kuàng)下(xià),起重用的鋼絲繩一個撚距內的斷絲數目達到總數的十(shí)分之一,那麽深圳鋼絲繩索具就該予以(yǐ)報廢(fèi)對(duì)待。
(1)根據鋼絲繩的(de)粗細按規定選用如圖所示(shì)的鋼絲繩卡子,鋼絲繩索具怎麽樣依據(jù)《金屬材料手冊(cè)》中鋼絲繩卡子(繩夾)規格表選擇卡子的規格和數量;(2)每個鋼絲繩卡(kǎ)子間距大約為鋼絲繩直徑的(6~8)倍左(zuǒ)右。鋼絲(sī)繩的末端距卡子少應留有(140~160)mm的長度;(3)深圳鋼絲繩索具使用鋼絲繩卡子時應將(jiāng)U形部分卡有短繩頭(即活頭)一邊;(4)卡子擰(nǐng)緊程度,應使鋼絲繩原來高度壓扁(biǎn)1/3左右,保證鋼絲繩受拉力後,直徑雖然稍(shāo)有(yǒu)減少,但不會產生脫扣(為了便(biàn)於(yú)檢查(chá)接頭是否可靠和容易發現鋼絲繩是(shì)否有滑動,可在(zài)一(yī)個夾頭(tóu)後麵(miàn)大(dà)約500mm處再卡接一個夾(jiá)頭,並將繩頭放出一個(gè)“安全彎”。

絲.png")
