

聯係人:張經理
手 機:15371778887
電 話:0513-85912666
傳 真:0513-85911999
郵 箱:info@zysteelcable.com
地 址:阜寧縣東溝鎮鎮南路999號(H)
網 址:www.jncy.com.cn
1、壓製鋼絲繩吊索(suǒ)具(jù)在潮濕或露天(tiān)環境等工作場所使用時可采用(yòng)鍍鋅鋼絲繩為(wéi)原料,以(yǐ)增(zēng)強防鏽性能。2、壓製鋼絲繩吊索具除外層鋼絲的磨損外,不鏽鋼航(háng)空(kōng)繩怎(zěn)麽樣(yàng)主要因繞過(guò)吊鉤和被吊物時反複彎曲引起金屬疲勞而逐漸折斷,因此吊(diào)鉤或(huò)被吊物與壓製鋼絲繩直徑的比值是決定(dìng)壓製鋼絲繩索具使用壽(shòu)命的重要因素。3、壓(yā)製鋼絲繩吊索具主要用在吊運、拉(lā)運等需要高強度線繩的運輸(shū)中(zhōng),生產不鏽鋼航空繩在使用過程中被吊物(wù)下嚴禁站人或在物體上經(jīng)過。

1、鋼絞線內鋼絲(含中心鋼絲(sī))應為同一直徑、同一強度、同一鋅層級別。2、在鋼絞線的直徑和撚距應均勻切斷後不鬆散。3、鋼(gāng)絞線(xiàn)與內鋼(gāng)絲應緊密絞(jiǎo)合不應有交錯、斷裂和折(shé)彎。4、鋼絞線應平直、柔軟、殘餘應力小,當不鏽鋼航空繩怎麽樣展開後不應出(chū)現形。5、在1x3結構鋼絞線和架(jià)空地線不允許接頭(tóu),深圳不(bú)鏽鋼航空繩與其他類(lèi)鋼絞線內鋼絲接(jiē)頭應用電焊對接(jiē),任意兩接頭間距不得小(xiǎo)於50m接(jiē)頭應做防(fáng)腐蝕處(chù)理。

鋼絲繩(shéng)或(huò)鋼絲表(biǎo)麵因與外部接觸而產生的壓傷、碰(pèng)傷、掛(guà)傷、刮傷或釘傷等傷痕統稱為表(biǎo)麵損(sǔn)傷,但是生產不鏽鋼航空(kōng)繩在製造過程中由於(yú)壓線模、預變型器或輥模等(děng)所產生的塑性變形(xíng)並不(bú)屬於表麵損傷的範疇。鋼絲繩的表麵損傷有:1、鋼絲繩壓傷:繩(shéng)股(gǔ)被壓傷後(hòu),鋼絲繩變(biàn)形,繩(shéng)股被(bèi)壓傷,繩徑變形造成撚距不均,股間隙增大,股間隙(xì)增大,麻芯外(wài)露。2、鋼絲繩碰(pèng)傷:股(gǔ)碰傷後,造成(chéng)硬彎凸(tū)起麻芯(xīn)外露;掛傷:繩股被掛傷後,股(gǔ)鬆緊不均;不鏽鋼航空繩怎麽樣(yàng)成卷繩被嚴重掛傷報廢。3、鋼絲繩刮傷:這種損傷是運輸或(huò)裝卸中(zhōng)造成的缺陷;釘(dìng)傷:繩頭釘上已造成內層損傷 。4、鋼絲繩(shéng)劃傷:外層鋼絲被硬物劃傷造成股外層絲鬆動 。

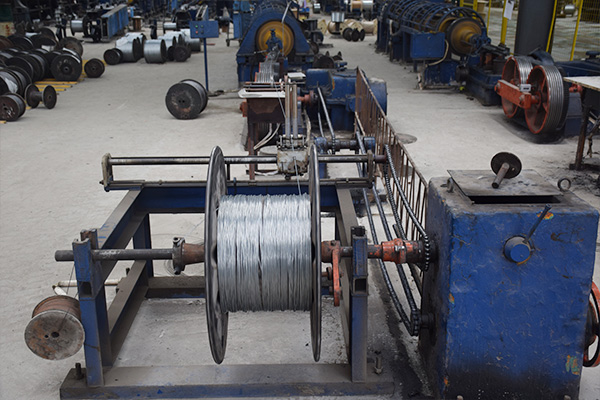
鋼絞線的製造過程(chéng)分為單絲製造和絞線製造,製作單絲時采用(冷)拉絲技術,根據產品的不同材(cái)料可以是高碳鋼(gāng)盤條、不鏽鋼盤(pán)條或中低(dī)碳(tàn)鋼盤條,不鏽鋼航空繩怎麽樣(yàng)如果需要鍍鋅,應在單絲上進行電(diàn)鍍或(huò)熱鍍(dù)處理。絞線製造過程中采用絞(jiǎo)線機將多根鋼(gāng)絲絞合成產品,預(yù)應(yīng)力(lì)鋼絞線還需要在成形後連續進行穩定化處理,深圳不鏽鋼航(háng)空繩產品一般收在工字輪(reel)上或按無軸卷(reel-less)完工。

起重機吊運物體時,捆(kǔn)綁物體的鋼絲繩稱捆綁繩。起吊的物體不同(tóng),捆綁的方式不(bú)同(tóng),繩的內張力、彎曲應力也(yě)不相同。由於捆綁繩(shéng)受(shòu)力情況複雜,而且磨(mó)損嚴重,所以選用時安全係數應該取大些。深(shēn)圳(zhèn)不鏽(xiù)鋼(gāng)航空繩當(dāng)幾根繩起吊一個(gè)重物時,每根繩與垂線夾角大小(xiǎo)直接影響繩內的張力。不鏽鋼航空繩(shéng)怎麽樣夾角愈大(dà),繩內的張力愈大(dà),相應所(suǒ)允許的起重能力就愈小。另外,捆綁繩的承載能力還與捆綁時鋼絲繩彎曲的曲率半徑有關。以起吊圓棒料(liào)為例,當圓棒料的直(zhí)徑大(dà)於鋼絲繩直徑時,鋼絲繩的起重能力不受影響。當棒料直徑小於鋼絲繩直徑(jìng)時,鋼(gāng)絲繩的承受能力就要下降。若棒料直徑等於鋼絲(sī)繩直徑時,鋼(gāng)絲繩的起重能力要降低50%。


