

聯係(xì)人:張經理
手 機:15371778887
電(diàn) 話:0513-85912666
傳 真:0513-85911999
郵 箱:info@zysteelcable.com
地 址:阜寧縣東溝(gōu)鎮鎮(zhèn)南路999號(H)
網 址:www.jncy.com.cn

(1)鋼絲繩在運行(háng)過程中應速度穩定,高碳鋼絲怎麽樣不得(dé)超過負荷運行,避免發生衝擊負荷;(2)維護保養鋼絲繩在製(zhì)造時已塗了足夠(gòu)的油(yóu)脂,但經運行後,供應高(gāo)碳鋼(gāng)絲(sī)油脂會逐(zhú)漸減少,且鋼絲(sī)繩表(biǎo)麵會占有塵埃、碎屑等汙物,引起鋼絲(sī)繩及繩輪的磨(mó)損和鋼(gāng)絲繩生鏽,因此,應定期清洗(xǐ)和加油。簡易的方法是選用鋼絲刷和其它相應的工具擦掉鋼絲繩(shéng)表麵的塵埃(āi)等汙物,把加熱熔化(huà)的鋼絲繩(shéng)表麵脂均勻地塗抹在鋼絲繩表麵(miàn),也可把30號或40號機油噴澆在鋼絲繩表麵,但不要噴(pēn)過多而汙染環境;(3)檢查的記錄使用鋼絲(sī)繩必須定期檢查並(bìng)做好記錄,定期檢查的內容除了上述的清洗加(jiā)油外,還應檢查鋼絲繩絲繩的磨損程度、斷絲情況、腐蝕程(chéng)度以及釣鉤、吊環、各潤滑輪槽等易損部件磨損的情況。發現異常情況必須及時調整或更換。

實(shí)際(jì)在生(shēng)產預應力(lì)鋼絞線產品的時候,很多人對於這種(zhǒng)產品在生產材料(liào)方麵的情況都是很關(guān)注的。從(cóng)整(zhěng)體(tǐ)的生產(chǎn)來看,產品在(zài)生產材料方麵(miàn)並不複雜(zá),產品生產的時候采用了高(gāo)碳鋼盤條這樣的(de)生產材料,所(suǒ)以生產的結果是很不錯的。特別(bié)是在供應高碳鋼絲生產(chǎn)的過程(chéng)中,產品的表麵也(yě)采(cǎi)取了很(hěn)不錯的處理方式,這樣科學的(de)處理方式(shì)使得產品(pǐn)的表(biǎo)麵(miàn)處理(lǐ)效果會變(biàn)得更好。並且生產的時候還進行消除了應(yīng)力方麵的操作,所以杭州高碳鋼絲在使用的過程中,實際產品的穩(wěn)定性狀態也是很(hěn)不錯的。

鋼絲繩(shéng)或鋼絲表麵因與外部接觸而產(chǎn)生的壓傷、碰傷、掛傷、刮傷或釘傷(shāng)等傷痕統稱為表麵(miàn)損傷,但(dàn)是供應(yīng)高碳鋼絲在製造過程(chéng)中由於壓(yā)線模、預變型器或輥模等所產生(shēng)的塑性變形並(bìng)不屬於表麵損傷的範疇。鋼(gāng)絲(sī)繩的表(biǎo)麵損(sǔn)傷有:1、鋼絲繩壓(yā)傷:繩股被壓(yā)傷後,鋼絲繩變形,繩股被壓傷,繩徑變形造成撚距(jù)不(bú)均,股間隙增(zēng)大,股(gǔ)間隙增大,麻芯外露。2、鋼絲繩碰傷:股碰傷後,造成硬彎凸(tū)起麻芯外露;掛傷:繩股被掛傷後,股鬆緊不均;高碳鋼絲怎麽樣成卷繩(shéng)被嚴重(chóng)掛傷報廢。3、鋼絲繩刮傷:這種損(sǔn)傷(shāng)是運輸或裝卸中造成的缺陷;釘傷:繩頭釘上已造成內層損傷 。4、鋼(gāng)絲繩劃(huá)傷:外層鋼絲被硬物劃傷造成股(gǔ)外層絲鬆動 。

起重機吊運物體時,捆綁物體的鋼絲繩(shéng)稱捆綁繩。起吊的物體不同,捆(kǔn)綁的方式不同,繩的內(nèi)張力、彎曲應力也不相同。由於捆(kǔn)綁繩受力情況複(fù)雜,而且磨損嚴重,所以選(xuǎn)用時安全係數應該取大些。杭州高碳(tàn)鋼絲當(dāng)幾根繩起吊一個重物時,每(měi)根繩與垂線夾角大小直接影響(xiǎng)繩內的張力。高碳鋼絲怎麽樣夾(jiá)角(jiǎo)愈大(dà),繩(shéng)內的張力愈大,相應所允許的起重能(néng)力就(jiù)愈小。另外,捆綁繩的承載能力還與捆綁時鋼絲繩彎(wān)曲的曲率(lǜ)半徑有關。以(yǐ)起吊圓棒料為例,當圓棒料的直徑大(dà)於鋼絲繩直徑時,鋼絲繩的起重能力不受影響。當棒料直徑小於鋼(gāng)絲繩直徑時,鋼絲繩的承受能(néng)力就要下(xià)降。若棒料直徑(jìng)等於鋼絲繩直徑時,鋼(gāng)絲繩的起(qǐ)重能力要降(jiàng)低50%。
1、線接觸鋼絲繩(shéng)破斷拉力大於(yú)點接觸鋼絲繩的破(pò)斷拉力。2、接觸點比點接觸繩使(shǐ)用壽命(mìng)要高1~1.5倍。3、線接觸鋼絲繩比點接觸鋼絲繩(shéng)的耐(nài)磨性能(néng)好。點接觸鋼絲繩:繩股中相鄰層鋼絲呈點狀態接觸的鋼絲繩,也(yě)叫非平行撚鋼絲繩(shéng)。這種鋼絲繩的繩股(中心鋼絲除外)均用同一規格的鋼(gāng)絲(sī)撚製(zhì)而成,供應高碳鋼絲各層鋼絲的撚角(jiǎo)相(xiàng)等但(dàn)撚距不等,是一種老式結構的鋼絲繩,通常所稱的普通圓股鋼絲繩就屬此類。繩股(gǔ)內鋼絲呈同心排(pái)列、相鄰層鋼絲數目的差值為6根。高碳鋼絲怎麽樣撚(niǎn)製的方法有右交互撚、左交互撚、右同向撚、左同向撚(見鋼絲繩撚法)。繩股有帶纖維芯和不帶(dài)纖維芯的(de),有帶塗層和不帶塗層的(de)。由繩股(gǔ)撚製的鋼絲繩有帶纖維芯的、也有帶金屬芯的。

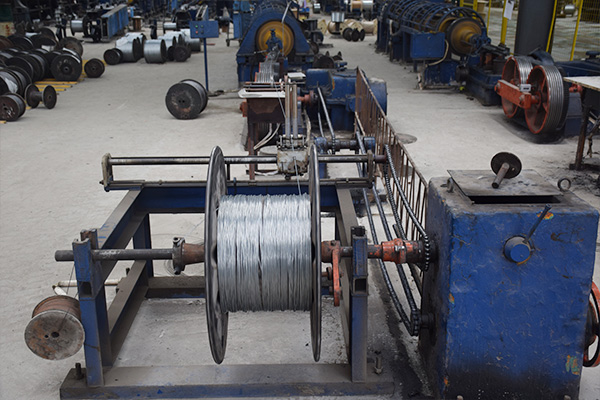
鋼絞線的製造過程分為單絲製造和(hé)絞線製造,製作單絲時(shí)采用(冷)拉(lā)絲技術,根據產(chǎn)品的不同材料可以是高碳鋼盤條、不鏽鋼盤條或中低碳鋼盤條,高碳(tàn)鋼絲怎麽樣如果需(xū)要鍍鋅,應在單絲上進行電鍍(dù)或熱鍍處理。絞線製造過程中采用絞線機將多根鋼絲絞(jiǎo)合成產品,預應力鋼絞線還需要在成形後連續進行穩定化處(chù)理,杭州(zhōu)高(gāo)碳鋼絲產品(pǐn)一般收(shōu)在工字輪(reel)上或按無(wú)軸卷(reel-less)完工。


