

聯係人:張經理
手 機:15371778887
電 話:0513-85912666
傳 真:0513-85911999
郵 箱:info@zysteelcable.com
地 址(zhǐ):阜寧縣東溝鎮鎮南路999號(H)
網 址(zhǐ):www.jncy.com.cn

1、起重量不得超過吊(diào)具的極限工作載荷。2、海門磷化鋼絞線吊索分支之間的夾角一般應在60°~90°之間,不超過(guò)120°。3、重物應掛在吊鉤鉤槽(cáo)的最底部,切不可掛在鉤尖處,鉤(gōu)口應向外。4、起吊重物時,升、降、停要緩慢平穩,注意重心(xīn)平衡。5、吊物時(shí),棱(léng)角處須(xū)加襯墊。6、卸載後,生產磷化鋼絞線空載吊具的(de)下端部應反掛到起重機的吊鉤上。

1、鋼絲繩能夠傳遞長距離的負載(zǎi)。2、生產(chǎn)磷化鋼絞(jiǎo)線承載(zǎi)安全係數大,使用安全可靠。3、自重重量輕,便於攜帶和運輸(shū)。4、磷化鋼絞線(xiàn)價格能夠承(chéng)受多種載荷及變載荷的作用。5、鋼絲繩具有較高的抗拉強度、抗疲勞強(qiáng)度和抗衝擊韌性。6、在高速工作條件下,耐磨(mó)、抗震、運轉穩定性好。7、耐腐蝕性(xìng)好,能夠在各種有害介質的惡劣環境中正常工作。8、鋼絲繩的柔軟性能好(hǎo),適(shì)宜於牽引、拉拽(zhuài)、捆紮等多方麵的用途。

一、鋼絲(sī)繩扣和鋼絲繩之間的關係非常(cháng)密切,在起重吊裝的工作之中用途很是廣泛。在我們使用這款產品的過程中應該(gāi)注(zhù)意到哪些(xiē)問(wèn)題呢?二、首(shǒu)先,在我們使用的過程中,磷化鋼絞線價格需要(yào)將產品的u型螺栓給擰緊一些,而且需要內部的鋼(gāng)絲繩給壓扁到三分之一的程度。因為在被壓製的過程中(zhōng)發生變形,所以我們還需要在進行受力(lì)的過程中進行第二次的擰緊,這樣也能(néng)夠(gòu)讓將接頭的牢固性得到保(bǎo)證。三(sān)、其次,在我們固定鋼絲繩端的時候,有兩種方(fāng)法可以供我們選擇和使(shǐ)用。一種是通(tōng)過雙套結的(de)方法,另外一種方法就是單套結的方法。四、什(shí)麽是單套結呢?這(zhè)種方法可以在產品的兩端進行使用,而如果是雙套結的話,生產磷化鋼絞線主要是對(duì)繩端進行固定。卡子(zǐ)的使用一定要適合產品的粗細(xì)程度,不能夠讓淨距調整的太大。
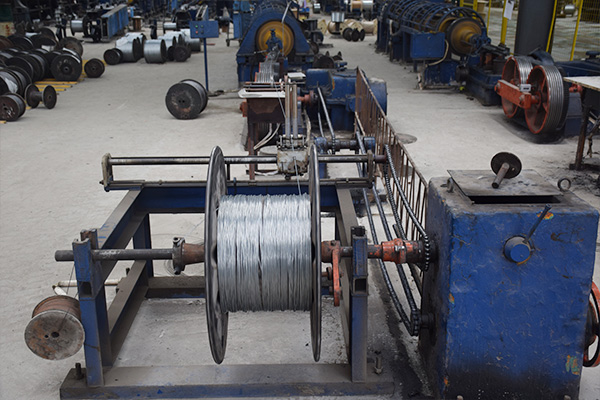
鋼絞線的製造過(guò)程分為(wéi)單絲製造和絞線製造,製作單絲時采用(冷)拉絲技術,根據(jù)產品的不同材料可以是高碳鋼盤條、不(bú)鏽鋼盤(pán)條或(huò)中低碳鋼盤條,磷化鋼絞線價格如果需要鍍鋅,應在單絲上進行電鍍或熱鍍處理。絞線(xiàn)製造過程中采用絞線機將多根鋼絲絞合(hé)成產品,預應力(lì)鋼絞線還(hái)需要在成形後(hòu)連續進行穩定化處理,海(hǎi)門磷化鋼(gāng)絞線產品一般收在工字輪(reel)上或按無軸(zhóu)卷(reel-less)完(wán)工。

(1)鋼絲繩在運(yùn)行(háng)過程中應速度穩定,磷化鋼絞線價格不得超過負荷運行,避免發生衝(chōng)擊負荷;(2)維護保(bǎo)養鋼絲繩(shéng)在製造時已塗了足夠的油(yóu)脂(zhī),但經運行後,生產磷化鋼絞線油脂會逐漸減少,且鋼(gāng)絲繩表麵會占有塵埃、碎屑等汙物,引起鋼絲繩及繩輪的磨損和鋼絲繩生鏽,因此,應定期清洗(xǐ)和加油。簡易的方法是選用鋼絲刷和其它相應的工(gōng)具(jù)擦掉鋼絲繩表麵的塵埃(āi)等汙物,把加熱熔(róng)化的鋼絲繩表麵脂均勻地塗抹(mò)在鋼絲繩表(biǎo)麵,也可把30號或40號(hào)機油(yóu)噴澆在鋼絲繩表麵,但不要噴過多而汙染環境;(3)檢查的(de)記錄(lù)使用鋼(gāng)絲繩必須定期檢查並做好記錄,定期檢查的內容除了(le)上述的(de)清洗加油外,還應(yīng)檢查鋼絲繩絲繩的磨損程度、斷絲情況、腐蝕程度以及釣鉤、吊環、各潤(rùn)滑輪槽等易損部件磨(mó)損的情況。發現(xiàn)異(yì)常情(qíng)況必(bì)須及時調整或更換(huàn)。

所有廢舊鋼絲繩都須(xū)塗油。纖維芯浸油,要求油脂能夠保(bǎo)護(hù)纖維芯不腐爛、不鏽蝕鋼絲、滋潤纖維,並從內部潤滑鋼絲繩。海門磷化鋼絞線表麵塗油使繩股中所有(yǒu)鋼絲表麵都均勻地塗上一層防(fáng)鏽潤滑油脂,其中對摩擦提升和礦水大的礦井用繩。磷化鋼絞線(xiàn)價(jià)格有鍍(dù)鋅、鍍鋁、塗尼龍或塑料等(děng)。鍍鋅(xīn)又分鋼絲先鍍後拔(bá)的薄鍍層和鋼絲拔後鍍鋅的厚鍍層,厚鍍層的機械性能比光麵鋼絲(sī)繩有所降低,適合在(zài)嚴重腐蝕環境中用。

絲(sī).png")
